- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
- Esperanto
- Afrikaans
- Català
- שפה עברית
- Cymraeg
- Galego
- Latviešu
- icelandic
- ייִדיש
- беларускі
- Hrvatski
- Kreyòl ayisyen
- Shqiptar
- Malti
- lugha ya Kiswahili
- አማርኛ
- Bosanski
- Frysk
- ភាសាខ្មែរ
- ქართული
- ગુજરાતી
- Hausa
- Кыргыз тили
- ಕನ್ನಡ
- Corsa
- Kurdî
- മലയാളം
- Maori
- Монгол хэл
- Hmong
- IsiXhosa
- Zulu
- Yoruba
- অসমীয়া
- ଓଡିଆ
- Punjabi
- پښتو
- Chichewa
- Samoa
- Sesotho
- සිංහල
- Gàidhlig
- Cebuano
- Somali
- Тоҷикӣ
- O'zbek
- Hawaiian
- سنڌي
- Shinra
- Հայերեն
- Igbo
- Sundanese
- Lëtzebuergesch
- Malagasy

W jaki sposób walcownia taśm może pomóc w zapewnieniu stałej grubości, płaskości i jakości powierzchni w odpowiedniej skali?
Abstrakcyjny
A walcownia taśmjest często kluczem do sukcesu dla przetwórców cewek i producentów, którzy potrzebują stabilnej kontroli grubości, powtarzalnej płaskości i czystego wykończenia powierzchni – bez ciągłych przestojów i odpadów. Jednak wielu kupujących boryka się z tymi samymi problemami: nierówny wymiar długości kręgów, wady kształtu powodujące skargi klientów, częste ślady po walcach, powolne zmiany i procedury konserwacyjne kradnące czas produkcji.
W tym artykule opisano, w jaki sposób nowoczesna walcownia taśm rozwiązuje te problemy, jakie specyfikacje faktycznie mają znaczenie przy porównywaniu opcji i jak przypisać cele produktu (materiał, zakres grubości, tolerancja, wydajność) do odpowiedniej konfiguracji walcarki. Znajdziesz także praktyczną listę kontrolną, tabelę decyzyjną i często zadawane pytania przeznaczone dla prawdziwych zespołów zakupowych i inżynierów zakładów.
Zawartość
- Zarys
- Najczęstsze problemy kupujących
- Co naprawdę robi walcownia taśm
- Kluczowe cele w zakresie wydajności, które chronią Twoją marżę
- Wybór właściwej konfiguracji młyna
- Integracja młyna z linią
- Jak utrzymać stabilną jakość w długich seriach
- Konserwacja, która nie zabija wydajności
- Lista kontrolna kupującego przed podpisaniem
- Często zadawane pytania
- Następny krok
Zarys
- Zidentyfikuj problemy produkcyjne, które próbujesz wyeliminować (złom, roszczenia, wąskie gardła).
- Przekładaj wymagania klientów na mierzalne cele toczenia (tolerancja, płaskość, wykończenie).
- Dopasuj zakres materiałów i grubości do układu walcowni i poziomu automatyzacji.
- Zaplanuj systemy wspierające (kontrola naprężenia, chłodziwo, filtracja, zarządzanie rolkami, przewijanie).
- Łatwość konserwacji: szybka wymiana rolek, dostępna hydraulika i przewidywalne części zamienne.
Najczęstsze problemy kupujących
Jeśli oceniasz walcownię taśm, prawdopodobnie nie robisz tego dla zabawy – robisz to, ponieważ coś cię boli. Oto najczęstsze problemy, które kupujący chcą rozwiązać i ile zwykle kosztują one w rzeczywistych operacjach:
- Niespójność miernika: dryft grubości w zwoju prowadzi do przeróbek, obniżenia jakości materiału lub odrzucenia partii.
- Wady płaskości i kształtu: fale, wygięcie środkowe, wygięcie krawędzi lub niedopasowanie korony powodują problemy w dalszej części procesu przy tłoczeniu, rozcinaniu, spawaniu lub formowaniu.
- Znaki powierzchniowe: zadrapania walców, ślady drgań, wtrącenia lub słabe smarowanie pojawiają się jako skargi klientów – szczególnie w przypadku widocznych części.
- Powolne zmiany: długie zmiany, niestabilność konfiguracji lub ręczne strojenie marnują godziny każdego tygodnia.
- Wysoki poziom złomu podczas rozruchu: pierwsza część każdej cewki staje się „odpadem konfiguracyjnym”, ponieważ elementy sterujące i napięcie nie są ustawiane wystarczająco szybko.
- Przestoje spowodowane niespodziankami konserwacyjnymi: uszczelnienia, łożyska, układy chłodzenia lub problemy hydrauliczne, które nie są przeznaczone do szybkiego serwisu.
- Rosną koszty energii i materiałów eksploatacyjnych: nieefektywne napędy, złe zarządzanie chłodziwem i nadmierne zużycie walców cicho zwiększają koszt tony.
Dobra walcarka taśm nie tylko walcuje metal — zmniejsza niepewność. Najlepszy zwrot z inwestycji wynika zwykle z mniejszej liczby roszczeń klientów, wyższej wydajności i stabilnej przepustowości, którą można z pewnością zaplanować.
Co naprawdę robi walcownia taśm
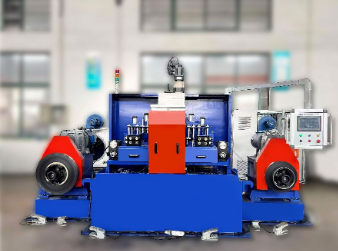
W swej istocie walcarka taśm zmniejsza grubość, przepuszczając taśmę metalową przez obracające się walce pod kontrolowaną siłą i napięciem. Część „kontrolowana” polega na tym, że nowoczesne systemy oddzielają się od starszego sprzętu.
W prawdziwej produkcji nie tylko zmieniasz grubość – zarządzasz:
- Siła rolkiaby osiągnąć docelowy wskaźnik bez przeciążania komponentów.
- Napięcieaby ustabilizować kształt paska i zapobiec drganiom lub poślizgowi.
- Kontrola płaskościaby zapobiec defektom kształtu, które zakłócają dalsze przetwarzanie.
- Stan powierzchnipoprzez jakość walców, dostarczanie chłodziwa i filtrację.
- Zachowanie termiczneponieważ ciepło wpływa na rozszerzanie się walca i stabilność grubości w czasie.
Dlatego kupujący powinni myśleć o młynie jak o systemie: konfiguracja stanowiska, automatyzacja, napędy, hydraulika, chłodziwo/filtracja i obsługa cewek przyczyniają się do końcowej jakości i czasu pracy.
Kluczowe cele w zakresie wydajności, które chronią Twoją marżę
Kiedy zespoły porównują walcarki, często skupiają się na maksymalnej sile walcowania lub prędkości linii. Są one ważne, ale prawdziwymi wyróżnikami są cele w zakresie wydajności powiązane z akceptacją klientów i zyskiem wewnętrznym.
- Tolerancja grubości: Jak konsekwentnie możesz utrzymać miernik od głowy do ogona i na całej szerokości paska?
- Płaskość: Czy możesz zachować kształt zgodny z wymaganiami klienta w zakresie formowania bez ciągłej interwencji?
- Wykończenie powierzchni i czystość: Czy można utrzymać stabilne wykończenie bez śladów walcowania, smug zanieczyszczeń lub defektów smaru?
- Stabilność na długich dystansach: Czy wydajność pozostaje stała po wielu godzinach produkcji, czy też zmienia się wraz z temperaturą i zużyciem walców?
- Powtarzalność przełączeń: Czy można szybko zmienić produkty i powrócić do stabilnej produkcji przy minimalnej ilości odpadów montażowych?
Praktycznym sposobem oceny walcarki taśm jest zadanie wewnętrznie jednego pytania:Na czym przestaniemy tracić pieniądze, gdy młyn zacznie działać?Takie sformułowanie sprawia, że dyskusja koncentruje się na wynikach, a nie tylko na specyfikacjach.
Wybór właściwej konfiguracji młyna
Nie bez powodu istnieją różne konfiguracje młynów: materiał, zakres grubości, szerokość i docelowe wykończenie wpływają na to, co będzie działać najlepiej. Skorzystaj z poniższej tabeli, aby dostosować swoje zastosowanie do typowych młynów.
| Cel aplikacji | Typowy kierunek młyna | Dlaczego to pasuje | Uważaj na Outy |
|---|---|---|---|
| Ogólna redukcja grubości z umiarkowaną tolerancją | 4-wysoki stojak/młyn nawrotny | Zrównoważone możliwości dla wielu stali i stopów; elastyczne harmonogramy | Poziom automatyzacji ma znaczenie dla powtarzalności i odpadków związanych z przyspieszaniem |
| Miernik o wysokiej precyzji + kontrola płaskości | 6-wysoki stojak / zaawansowana kontrola płaskości | Lepsza kontrola kształtu poprzez strategie zginania i przesuwania | Większa złożoność; użyteczność i szkolenie stają się krytyczne |
| Produkcja o dużej wydajności przy napiętych harmonogramach dostaw | Linia tandemowa (wielostanowiskowa) | Ciągła redukcja zapewnia wyższą wydajność i stałą jakość | Wczesny wysiłek integracyjny; systemy wspierające muszą być wytrzymałe |
| Produkty wrażliwe na powierzchnię (części dekoracyjne, odsłonięte) | Skoncentruj się na wykończeniu walca + chłodziwie/filtracji + stabilności napięcia | Jakość powierzchni zależy w dużym stopniu od kontroli czystości i smarowania | Filtracja o zbyt małej średnicy jest częstym błędem powodującym powtarzające się defekty |
Jeśli nie masz pewności, zacznij od unieruchomienia swojegolista materiałów(stal, stal nierdzewna, aluminium, miedź itp.),przychodząca grubość, grubość docelowai Twojego klientakryteria akceptacji. Następnie wybierz konfigurację, która niezawodnie osiągnie te cele – nie tylko na papierze.
Integracja młyna z linią
Wiele problemów z jakością, za które obwinia się fabrykę, to w rzeczywistości problemy na wcześniejszych lub dalszych etapach łańcucha produkcyjnego. Walcarka taśm działa najlepiej, gdy otaczająca linia zapobiega skokom naprężenia, zanieczyszczeniu powierzchni i uszkodzeniom podczas obsługi cewek.
Typowe elementy integracji obejmują:
- Wypłata i odrzutze stabilną możliwością napięcia.
- Uzdy wejściowe/wyjścioweaby precyzyjnie wyregulować napięcie i zmniejszyć poślizg.
- Prowadzenie i centrowaniew celu ochrony krawędzi i poprawy kontroli kształtu.
- Dostarczanie chłodziwa + filtracjazarządzać ciepłem i utrzymywać powierzchnie w czystości.
- Punkty kontrolnedo szybkiej weryfikacji grubości/kształtu/wykończenia bez zatrzymywania linii.
Walcownia GRMzazwyczaj wspiera kupujących, mapując te podsystemy na strategię sterowania młyna, ponieważ stabilna produkcja zależy od całego przepływu, a nie tylko stanowiska.
Jak utrzymać stabilną jakość w długich seriach
Zdobycie dobrej cewki „raz” jest łatwe. Prawdziwym testem jest utrzymanie jakości na różnych zmianach, operatorach i asortymentach produktów. Stabilność zwykle wynika z trzech warstw kontroli:
- Szybka kontrola: natychmiastowa korekta odchyleń grubości w miarę zmiany warunków (obciążenie, napięcie, prędkość).
- Kontrola kształtu: strategie zmniejszania niedopasowania sprzączek i koron, zanim staną się nie do odrzucenia.
- Kontrola zanieczyszczeń: utrzymywanie powierzchni chłodziwa i taśmy w czystości, aby uniknąć powtarzających się śladów.
Jeśli Twój zakład boryka się z powtarzającymi się defektami powierzchni, zwróć szczególną uwagę na projekt filtracji, zarządzanie chłodziwem i obsługę powierzchni walców. Małe cząsteczki mogą powodować „tajemnicze” smugi, które wyglądają losowo, ale powtarzają się do momentu usunięcia źródła.
Konserwacja, która nie zabija wydajności
Młyn, który spełnia specyfikacje, ale wstrzymuje produkcję przy ciągłej konserwacji, to zły interes. Oceniając sprzęt, szukaj cech związanych z łatwością konserwacji, które skracają przestoje i poprawiają przewidywalność:
- Podejście polegające na szybkiej zmianie rolki: zaprojektowane punkty dostępu, strategia podnoszenia i wsparcie w osiowaniu.
- Dostępne elementy hydrauliczne: zawory, uszczelki i czujniki, które można serwisować bez większego demontażu.
- Przejrzysty plan smarowania: centralne smarowanie i łatwe monitorowanie zmniejszają ryzyko niespodzianek związanych z łożyskami.
- Logika części zamiennych: znormalizowane części eksploatacyjne i realistyczna lista zalecanych części zamiennych.
- Diagnostyka przyjazna dla operatora: alarmy wskazujące przyczyny, a nie tylko objawy.
Najlepsze młyny pomagają Twojemu zespołowi przejść od „gaszenia pożarów” do rutynowej konserwacji. Sama ta zmiana często odblokowuje wyższą tygodniową produkcję bez zmiany poziomu zatrudnienia.
Lista kontrolna kupującego przed podpisaniem
- Cele produktu: lista materiałów, zakres szerokości, grubość przychodząca/docelowa, tolerancja, wymagania dotyczące powierzchni.
- Cele przepustowości: oczekiwane tony/miesiąc, typowy rozmiar kręgów, planowane zmiany i oczekiwania dotyczące wzrostu.
- Weryfikacja jakości: w jaki sposób będziesz mierzyć grubość/płaskość/wykończenie i gdzie będą przeprowadzane kontrole na linii.
- Zmieniająca się rzeczywistość: asortyment produktów, harmonogramy rolek i szybkość zmiany bez strat.
- Narzędzia i ślad: moc, dopływ chłodziwa, przestrzeń filtracyjna i ograniczenia instalacyjne.
- Model usługowy: uruchomienie, szkolenie, dokumentacja i plan reagowania w przypadku krytycznych części zamiennych.
- Plan ryzyka: co się stanie, jeśli przekroczona zostanie tolerancja – czy istnieje droga do korekty bez zatrzymywania produkcji?
Często zadawane pytania
P: Czy walcownia taśm może obsługiwać wiele materiałów, takich jak stal nierdzewna i aluminium?
A:Tak, ale strategia konfiguracji ma znaczenie. Różne materiały zachowują się odmiennie pod wpływem siły i napięcia oraz odmiennie reagują na smarowanie i wykończenie walców. Dobrze dopasowana strategia konfiguracji i kontroli zmniejszy liczbę prób i błędów podczas zmiany produktu.
P: Co powoduje zmiany grubości na całej długości cewki?
A:Typowe przyczyny to niestabilne napięcie, dryft termiczny, zużycie walców, nierówna grubość przychodzącej cewki i powolna korekta podczas zmian prędkości. Kupujący powinni priorytetowo traktować stabilną zdolność naciągu i szybką korekcję, aby zmniejszyć ilość złomu na czubku i ogonie.
P: Dlaczego wady kształtu pojawiają się nawet wtedy, gdy grubość jest prawidłowa?
A:Grubość może być prawidłowa, gdy płaskość jest wyłączona. Wady kształtu często wynikają z nierównomiernego zmniejszenia szerokości, ugięcia rolki lub braku równowagi naprężenia. Kontrola płaskości i właściwe prowadzenie są kluczem do zapobiegania sprzączkom i problemom związanym z koroną.
P: Jak możemy zredukować ślady powierzchni i zadrapania związane z rolkami?
A:Zacznij od zarządzania walcami (wykończenie powierzchni, obsługa, czystość), a następnie popraw dostarczanie chłodziwa i filtrację, aby zapobiec ponownemu przedostawaniu się zanieczyszczeń do zgryzu walca. Wiele „losowych” śladów to w rzeczywistości powtarzalne wzorce zanieczyszczeń.
P: Co powinniśmy przygotować do instalacji i uruchomienia?
A:Zaplanuj media, układ, szkolenie operatorów i jasny plan akceptacji (jak sukces wygląda w wymiernych kategoriach). Jeśli odpowiednio wcześnie zdefiniujesz produkty docelowe i etapy weryfikacji, wdrożenie stanie się szybsze i mniej marnotrawne.
Następny krok
Jeśli bieżący proces przynosi straty finansowe w wyniku odchyleń grubości, skarg dotyczących płaskości, powtarzających się śladów na powierzchni lub powolnych przezbrojeń, odpowiednio zaprojektowana walcarka taśm może zamienić ten chaos w powtarzalną produkcję.Walcownia GRMwspiera klientów od dopasowania aplikacji po integrację linii, uruchomienie i szkolenie operatorów – dzięki czemu młyn działa w prawdziwym świecie, a nie tylko w broszurze.
Gotowy do omówienia materiału, docelowej grubości i celów produkcyjnych? Skontaktuj się z nami i powiedz nam, co planujesz dzisiaj i co musisz sfilmować w następnej kolejności.

